


Nasze możliwości toczenia precyzyjnego zapewniają wyjątkową dokładność: precyzję wymiarową (tolerancja średnicy ±0,003–0,01 mm, tolerancja długości ±0,005–0,02 mm, wysokość stopnia ±0,01 mm, tolerancja dopasowania H5–H7); dokładność geometryczna i pozycyjna (okrągłość 0,002–0,005 mm, walcowość 0,003–0,008 mm, koncentryczność 0,005–0,01 mm, prostopadłość 0,008–0,02 mm, równoległość 0,01–0,03 mm, bicie 0,01–0,02 mm); jakość powierzchni (chropowatość Ra 0,2–1,6 µm; toczenie precyzyjne Ra 0,4 µm; toczenie ultraprecyzyjne Ra 0,1–0,2 µm); zgodność wymiarowa (odchyłka partii ±0,005 mm, Cpk ≥ 1,67, stabilna zdolność 6σ); i precyzję sprzętu (dokładność obrotu wrzeciona 0,001–0,002 mm, dokładność pozycjonowania ±0,002 mm, powtarzalność ±0,001 mm).
|
dokładność wymiarowa |
OD |
ID |
T (C) |
DP |
R |
|
jednostka: ±/mm |
0.002 |
0.002 |
0.002 |
0.002 |
0.002 |
|
Dokładność geometryczna |
okrągłość |
współosiowość |
prostota |
cylindryczność |
tolerancja profilu |
|
jednostka: ±/mm |
0.002 |
0.004 |
0.002 |
0.004 |
0.002 |
|
zdolności produkcyjne |
1 ~ 999999 szt |
1 ~ 999999 szt |
1 ~ 999999 szt |
1 ~ 999999 szt |
1 ~ 999999 szt |
|
cykl produkcyjny |
3-20 dni |
3-20 dni |
3-20 dni |
3-20 dni |
3-20 dni |
Sanluo Precision wykorzystuje zaawansowany sprzęt do toczenia precyzyjnego: tokarki o wysokiej precyzji (MAZAK/DMG MORI/OKUMA; prędkość wrzeciona 5000 obr/min; interpolacja osi C/oś Y; dokładność ± 0,003 mm); Tokarki typu szwajcarskiego (CITIZEN/STAR/TSUGAMI; stosunek długości do średnicy ≥50:1; koncentryczność 0,005 mm); 5-osiowe centra tokarsko-frezarskie (obróbka jednoustawienia); łożyska hydrostatyczne (dokładność obrotu 0,001 mm; kompensacja stałej temperatury chłodzona cieczą); importowane narzędzia skrawające (Kyocera/Mitsubishi/Sandvik; powłoka PVD); sondy laserowe (±0,001 mm kontrola w trakcie procesu z automatyczną kompensacją); i maszyny współrzędnościowe (kontrola off-line 0,003 mm).
Jako profesjonalny producent specjalizujący się w precyzyjnej obróbce tokarskiej, Sanluo Precision utrzymuje ścisłą kontrolę procesu: oprogramowanie CAM do precyzyjnego programowania ścieżki narzędzia, optymalizacji parametrów i symulacji; precyzyjna kontrola parametrów (toczenie zgrubne o ap=1–3 mm do szybkiego usuwania naddatku; toczenie półwykańczające o ap=0,2–0,5 mm w celu zwiększenia precyzji; toczenie wykańczające o ap=0,05–0,15 mm w celu zapewnienia dokładności wymiarowej); płyn obróbkowy o stałej temperaturze (20°C) w celu zminimalizowania odkształceń termicznych; pełnowymiarowa kontrola pierwszego artykułu (produkcja seryjna rozpoczyna się dopiero po weryfikacji CMM/interferometru światła białego); SPC (Statystyczna kontrola procesu) wykorzystująca wykresy Xbar-R, obliczenia Cpk w czasie rzeczywistym, analizę trendów i korekty zapobiegawcze; i monitorowanie trwałości narzędzi (automatyczna wymiana po aktualizacji wartości zużycia i kompensacji). Świadczymy profesjonalne, dostosowane do indywidualnych potrzeb usługi toczenia precyzyjnego dla klientów na całym świecie.
|
Kategoria parametrów |
Bliższe dane |
|
Model |
Hardinge® Seria T SP® |
|
Aplikacja podstawowa |
Ultraprecyzyjna obróbka i toczenie na twardo |
|
Pojemność narzędzia |
12 narzędzi |
|
Prędkość wrzeciona |
4000 obr/min, 5000 obr/min, 6000 obr/min |
|
Moc standardowa |
11 kW, 15 kW, 26 kW |
|
Ogólne wymiary |
Długość: 2489 mm, 3257 mm Szerokość: 2121 mm, 2312 mm Wysokość: 2089 mm, 2123 mm |
|
Masa maszyny |
5940 kg, 7800 kg |
|
Typowe użycie |
toczenie precyzyjne, obróbka części |
|
Kategoria parametrów |
Bliższe dane |
|
Model |
Centrum tokarskie o wysokiej precyzji 136CNC |
|
Marka |
Schaublina |
|
Pozycjonowanie rdzenia |
Łączy w sobie wysoką precyzję i wydajność, umożliwiając rygorystyczną precyzyjną obróbkę |
|
System kontroli temperatury |
Pełny system kontroli temperatury maszyny utrzymuje wszystkie komponenty w stałej temperaturze, aby zapobiec odkształceniom termicznym |
|
Kluczowa precyzja |
Okrągłość: 0,2 μm; Chropowatość powierzchni: Ra 0,05 μm |
|
System wieżyczek |
Wyposażony w nową głowicę Sauter, dokładność pozycjonowania imaka narzędziowego: ±1 μm |
|
Dokładność osi C |
2 sekundy łukowe |
|
Wydajność obróbki |
Toczenie na twardo do HRC65, obróbka stopów tytanu |
|
Podstawowe zalety |
Doskonała dokładność obróbki i doskonała konsystencja |
|
Typowe zastosowanie |
Precyzyjna obróbka części tokarskich |
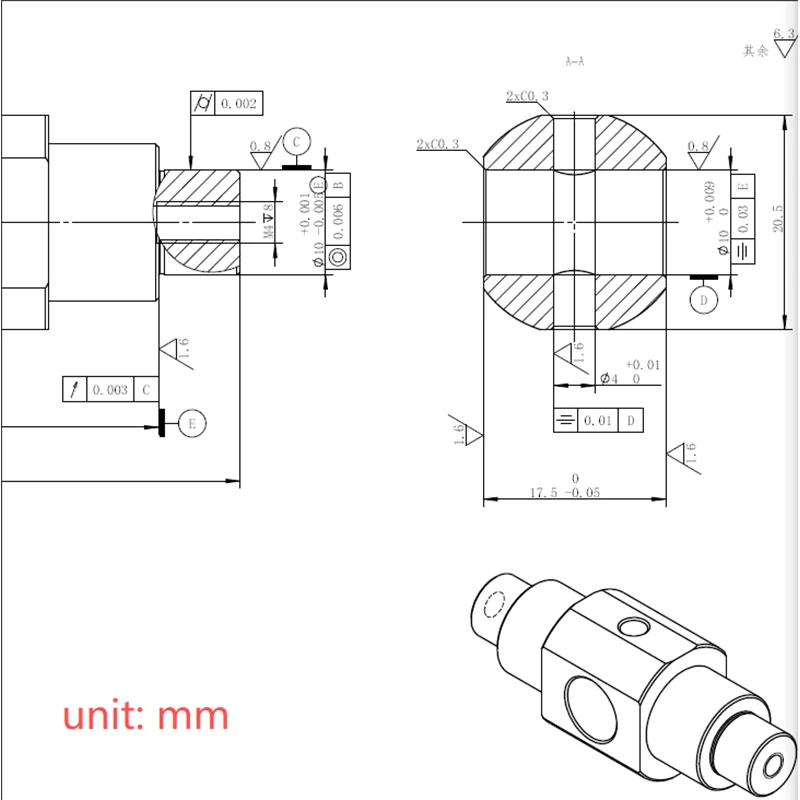


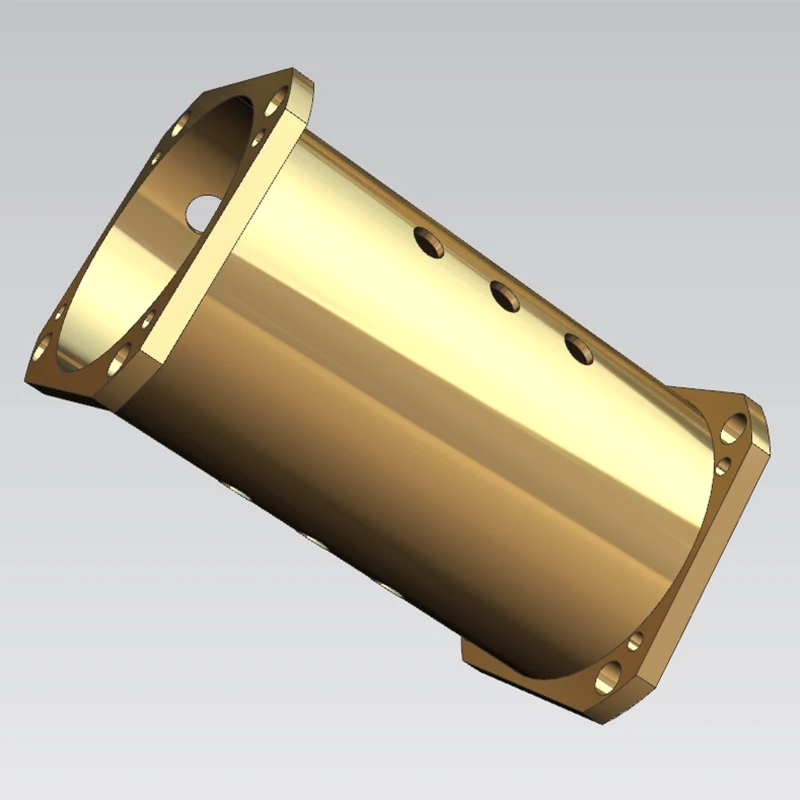
Przedmiot obrabiany: Mocowanie wirnika do silników przemysłowych serii 50
Materiał: stop tytanu TC4
Zastosowanie: Rdzeń nośny i współpracujący w silnikach przemysłowych. Produkt musi spełniać podwójne wymagania dotyczące lekkości konstrukcji i wysokiej wytrzymałości przy zmiennym obciążeniu, co wymaga niezwykle ścisłej kontroli tolerancji geometrycznych i wymiarowych.

Specyfikacje rysunku: Współosiowość pomiędzy krytycznym współpracującym otworem wewnętrznym a średnicą zewnętrzną musi wynosić ≤0,02 mm; wszystkie nieokreślone tolerancje geometryczne muszą być zgodne z normą GB/T 1184-h; wymagana jest również ścisła kontrola bicia czołowego i dokładności położenia profilu zewnętrznego względem wewnętrznych szczelin ustalających.
Wyzwania związane z materiałami nieodłącznymi: Stop tytanu TC4 ma bardzo niską przewodność cieplną i wysoką ciągliwość/wytrzymałość, co powoduje powolne odprowadzanie ciepła podczas skrawania. To sprawia, że materiał jest podatny na przyleganie narzędzia, uginanie się przedmiotu obrabianego (odpychanie narzędzia) i miejscowe odkształcenia termiczne. Konwencjonalne toczenie CNC — utrudnione przez błędy wynikające z wielu ustawień i niewystarczającą sztywność narzędzia — nie jest w stanie konsekwentnie spełniać wymagań tolerancji geometrycznej na poziomie mikronów.
Poprzednie problemy związane z outsourcingiem: Początkowy dostawca stosował konwencjonalny proces toczenia obejmujący wiele ustawień; współosiowość stale przekraczała tolerancje. Po montażu silniki wykazywały nadmierne wibracje i poziom hałasu (przekraczający progi projektowe) zarówno podczas pracy bez obciążenia, jak i pod obciążeniem, a wielokrotne przeróbki nie zapewniły części spełniających standardy.
3.1. Optymalizacja procesu mocowania: porzucono podejście oparte na wielu ustawieniach na rzecz metody pojedynczego ustawienia, wykorzystującej ujednolicone dane. Średnica zewnętrzna, powierzchnia czołowa i pasujący otwór wewnętrzny są obrabiane wykańczająco w jednej operacji, co całkowicie eliminuje błędy przesunięcia punktu odniesienia spowodowane wielokrotnymi ustawieniami.
3.2. Kontrola naddatku na obróbkę zgrubną: Dla wszystkich krytycznych współpracujących powierzchni zarezerwowany jest równomierny naddatek na wykończenie wynoszący 0,2 mm. Zapobiega to niezrównoważonym siłom skrawania na etapie wykańczania – spowodowanym nierównym materiałem – i dodatkowo minimalizuje ryzyko wypychania narzędzia. 3.3. Chłodzenie skrawania i dopasowywanie parametrów: W całym procesie stosowane jest ciągłe chłodzenie natryskowe przy użyciu wysokociśnieniowego płynu obróbczego opracowanego specjalnie dla stopu tytanu TC4, aby szybko rozpraszać ciepło i tłumić odkształcenia termiczne. Na etapie wykańczania specjalistyczne parametry skrawania — obejmujące niskie prędkości i duże posuwy — są łączone z narzędziami o dużej sztywności i tłumiącym drgania, aby złagodzić charakterystykę ugięcia sprężystego stopów tytanu.
3.4. Wykańczanie skomplikowanych konstrukcji: Ponieważ wewnętrzne rowki ustalające i otwory montażowe nie mogą być utworzone w jednej operacji toczenia, do późniejszej obróbki stosowane są dostosowane do indywidualnych potrzeb uchwyty ustalające; minimalizuje to błędy powtarzalności spowodowane mocowaniem i zapewnia, że dokładność pozycjonowania szczelin i otworów wewnętrznych w stosunku do punktu odniesienia jest zgodna ze specyfikacjami.
Kompleksowe wyposażenie kontrolne: współrzędnościowa maszyna pomiarowa (CMM) i precyzyjny tester okrągłości; 100% kontrola krytycznych wymiarów.
Zmierzone dane dotyczące precyzji: Współosiowość pomiędzy średnicą wewnętrzną i zewnętrzną wynosi stale ≤0,01 mm; bicie czołowe wynosi ≤0,008 mm. Wszystkie tolerancje kształtu i położenia, a także tolerancje wymiarowe są zgodne zarówno z rysunkami technicznymi, jak i normą krajową GB/T 1184-h.
Opinia o projekcie: Próbki prototypów przeszły test akceptacyjny przeprowadzony przez stronę trzecią klienta za pierwszym razem. Mocowanie wirnika wykazało doskonałe dopasowanie montażowe, a poziom wibracji i hałasu podczas pracy w pełni zmontowanego silnika powrócił do standardów projektowych. Jednostki produkowane masowo obecnie stabilnie pracują w terenie; Parametry wytrzymałości konstrukcyjnej i lekkości spełniają wszystkie wymagania użytkowe, co prowadzi klienta do wyznaczenia tego jako długoterminowej umowy outsourcingowej dla wszystkich kolejnych zamówień tego samego modelu.
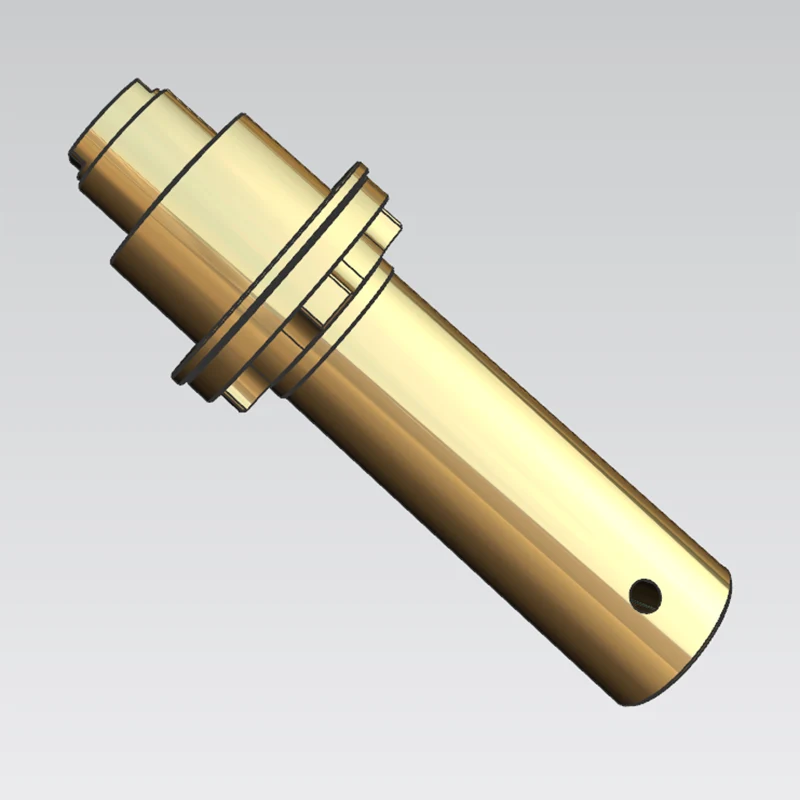
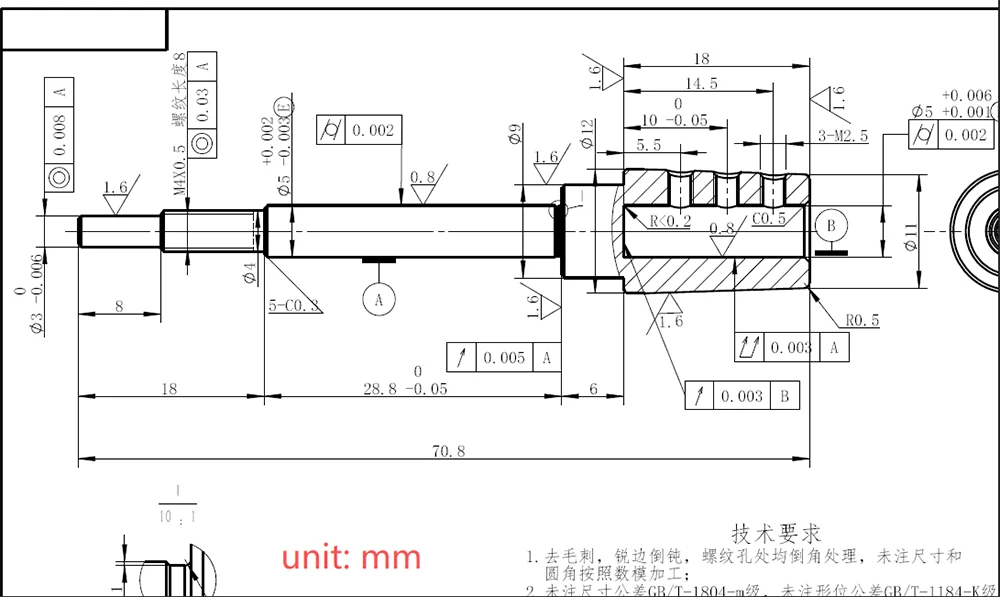
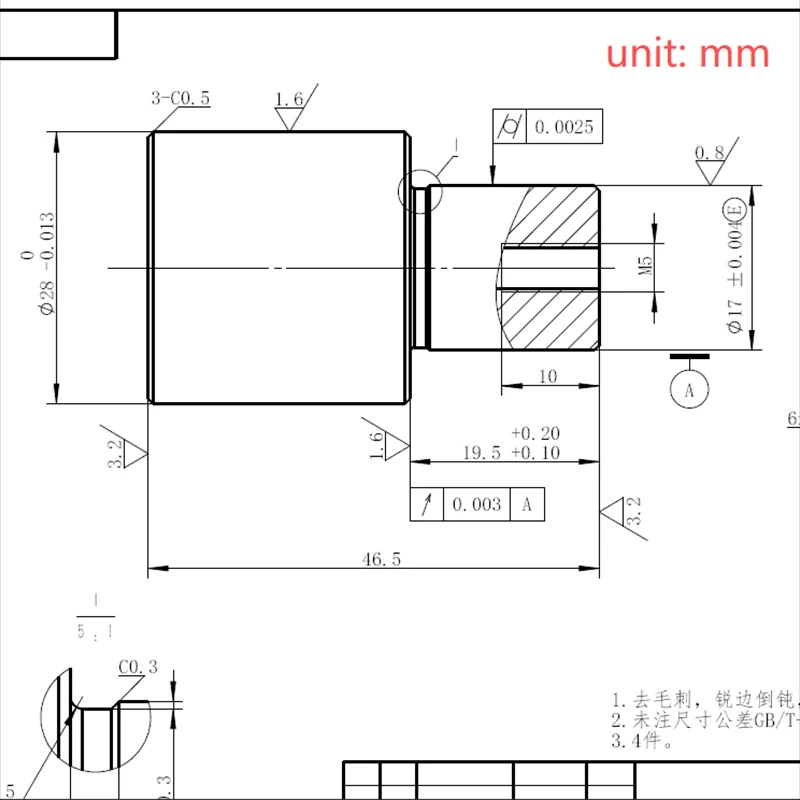
Przedmiot obrabiany: wał napędowy szybkiego silnika przemysłowego serii 70B.
Surowiec: Hartowana i odpuszczana stal 40Cr; Gotowa twardość bazowa HRC 32–36.
Scenariusz zastosowania: Element wału rdzeniowego zapewniający moc wyjściową przy dużych prędkościach obrotowych; poddawane długotrwałej pracy z dużą częstotliwością i dużą prędkością, wymagającej wyjątkowej wytrzymałości zmęczeniowej, precyzji obrotowej i zachowania równowagi dynamicznej.
Obowiązkowe specyfikacje dotyczące dokładności: Współosiowość wielu krytycznych czopów współpracujących ≤0,01 mm; bicie czołowe czopa ≤0,01 mm. Dodatkowo należy kontrolować dokładność pozycjonowania w przypadku otworów gwintowanych na powierzchni czołowej i obwodowych rowków wpustowych względem punktu odniesienia czopa. Wyzwania związane z wstępną obróbką materiału: Po hartowaniu i odpuszczaniu twardość podłoża 40Cr wzrasta, co skutkuje wysoką odpornością na skrawanie i szybkim zużyciem konwencjonalnych narzędzi węglikowych; podczas skrawania z dużymi prędkościami wał jest podatny na odkształcenia spowodowane uwolnieniem naprężeń skrawających i promieniowym ugięciem narzędzia, co prowadzi do utraty dokładności obrotu.
Problemy związane z wcześniejszym zlecaniem przez klienta przetwarzania na zewnątrz: poprzedni dostawca stosował toczenie segmentowe i konfiguracje z wieloma mocowaniami, co skutkowało stale nadmiernymi błędami współosiowości czopu i niespełnianiem standardów wyważenia dynamicznego; silnik wibrował gwałtownie podczas pracy z dużą prędkością, a wielokrotne przeróbki nie rozwiązały problemów związanych z deformacją wywołaną naprężeniami i błędami mocowania.
3.1. Zintegrowane mocowanie i obróbka: Pojedynczy układ mocowania wykorzystujący ujednolicony punkt odniesienia umożliwia jednoczesną obróbkę wieloetapowych powierzchni cylindrycznych i współpracujących powierzchni czołowych, eliminując problemy spowodowane niespójnymi punktami odniesienia w przetwarzaniu segmentowym.
3.2. Optymalizacja naddatku na obróbkę i odprowadzania wiórów: Podczas obróbki zgrubnej krytycznych czopów zarezerwowany jest równomierny naddatek na obróbkę wykańczającą 0,3 mm; Wysokociśnieniowy układ chłodzenia wewnętrznego służy do płukania strefy skrawania w czasie rzeczywistym, jednocześnie chłodząc część i odprowadzając wióry, zapobiegając w ten sposób wtórnemu zarysowaniu powierzchni i minimalizując odkształcenie termiczne.
3.3. Strategia wykańczania: Wybierane są ultradrobnoziarniste narzędzia z węglików spiekanych o dużej sztywności, a proces cięcia z progresywną redukcją warstw jest stosowany w celu stopniowego uwalniania wewnętrznych naprężeń skrawania i kontrolowania promieniowego ugięcia narzędzia, zapewniając długoterminową stabilność wymiarową długich komponentów wału.
3.4. Wykańczanie elementów pomocniczych: Otwory gwintowane na powierzchniach czołowych i obwodowych rowkach wpustowych są obrabiane przy użyciu specjalistycznych współosiowych uchwytów pozycjonujących ustawionych w stosunku do obrotowego punktu odniesienia czopa, zapewniając dokładność pozycjonowania tych elementów zgodnie z tolerancjami rysunku.
Kompleksowy sprzęt kontrolny: współrzędnościowa maszyna pomiarowa (CMM), precyzyjny tester okrągłości i tester wyważania dynamicznego; podwójna kontrola na pełną skalę obejmująca oba wymiary i równowagę dynamiczną. Zmierzone dane dotyczące precyzji: Współosiowość czopa wielostopniowego wynosi stale ≤0,008 mm, a bicie osiowe wynosi ≤0,005 mm; wszystkie tolerancje geometryczne i pozycyjne spełniają specyfikacje, a wał wirnika przechodzi wstępny test wyważenia dynamicznego bez konieczności ponownego wyważania.
Informacje zwrotne z realizacji projektu: Prototypy przeszły kontrolę odbiorczą za pierwszym podejściem, a poziomy wibracji i hałasu podczas pracy przy dużych prędkościach są zgodne z krajowymi normami dotyczącymi silników przemysłowych; Wały produkowane seryjnie nie wykazują odkształceń wywołanych naprężeniami ani nadmiernego zużycia podczas pracy, a wytrzymałość i stabilność obrotowa spełniają długoterminowe wymagania serwisowe, co prowadzi do długoterminowej współpracy outsourcingowej z klientem.
Adres
Dystrykt Guangming, miasto Shenzhen, prowincja Guangdong, Chiny
Tel









