


Nasza obróbka tokarsko-tokarska integruje procesy toczenia i frezowania. Toczenie polega na obracaniu przedmiotu obrabianego podczas posuwu narzędzia w celu wycinania średnic zewnętrznych, otworów wewnętrznych, powierzchni czołowych i gwintów; nadaje się do części obrotowych o średnicach 5–800 mm, klasach dokładności IT7–IT9 i chropowatości powierzchni Ra 0,8–6,3 μm. Frezowanie obejmuje obracające się narzędzie tnące płaszczyzny, szczeliny i kontury; nadaje się do części o kształcie kwadratowym lub o nieregularnym kształcie, o szerokości frezowania 50–1000 mm, dokładności ±0,02–0,1 mm i chropowatości powierzchni Ra 1,6–6,3 µm.
Połączony proces — niezależnie od tego, czy toczenie, a następnie frezowanie, frezowanie i toczenie, czy naprzemiennie oba — wykorzystuje toczenie, aby zapewnić koncentryczność i frezowanie w celu obróbki płaszczyzn, rowków i otworów, co skutkuje wysoką precyzją i wydajnością w przypadku skomplikowanych części.
|
dokładność wymiarowa |
OD |
ID |
T (C) |
DP |
CII |
|
jednostka: ±/mm |
0.002 |
0.002 |
0.002 |
0.002 |
0.005 |
|
Dokładność geometryczna |
okrągłość |
współosiowość |
prostota |
cylindryczność |
koncentryczność |
|
jednostka: ±/mm |
0.002 |
0.004 |
0.002 |
0.004 |
0.004 |
|
zdolności produkcyjne |
1 ~ 999999 szt |
1 ~ 999999 szt |
1 ~ 999999 szt |
1 ~ 999999 szt |
1 ~ 999999 szt |
|
cykl produkcyjny |
3-20 dni |
3-20 dni |
3-20 dni |
3-20 dni |
3-20 dni |
Wyposażone przyrządy kontrolne i narzędzia pomiarowe obejmują: maszyny współrzędnościowe, wizyjne systemy pomiarowe, projektory profilowe, laserowe mierniki średnicy, interferometry laserowe, testery chropowatości powierzchni, testery okrągłości, mikroskopy narzędziowe, mikroskopy stereoskopowe, mikrometry, sprawdziany kołkowe, czujniki zegarowe, mikrometry o wysokiej precyzji, wysokościomierze elektroniczne, suwmiarki, płytki wzorcowe, testery twardości i sprawdziany do gwintów.
Możliwości Sanluo Precision w zakresie obróbki tokarsko-tokarskiej oferują znaczące korzyści: Funkcje uzupełniające (toczenie pasuje do powierzchni obrotowych; frezowanie pasuje do płaskich i skomplikowanych kształtów; połączenie rozszerza zakres obrabianych części, w tym wałów, tarcz, obudów i wirników); Zwiększona precyzja (toczenie zapewnia koncentryczność i okrągłość; frezowanie zapewnia płaskość i prostopadłość; połączenie pozwala uzyskać wysoką dokładność tolerancji geometrycznej, np. współśrodkowość 0,02 mm i prostopadłość 0,03 mm); Zwiększona wydajność (zoptymalizowana sekwencja toczenia/frezowania zgrubnego i wykańczającego pozwala na szybkie usuwanie materiału przy jednoczesnym zapewnieniu precyzji, zwiększając wydajność o 30%–50%); Doskonała jakość powierzchni (toczenie osiąga Ra 0,8–3,2 μm i frezowanie Ra 1,6–6,3 μm, co daje gładkie wykończenia); Redukcja kosztów (mniej etapów procesu; pojedyncza maszyna wielozadaniowa wymaga mniej inwestycji i mniejszej powierzchni niż wiele samodzielnych maszyn); oraz Wysoka zdolność adaptacji (elastyczna w przypadku produkcji jednoczęściowej lub małych partii, a jednocześnie bardzo wydajna w produkcji masowej).
Jako profesjonalny producent obróbki tokarsko-frezarskiej, Sanluo Precision zapewnia kompleksowe i niezawodne usługi. Konfiguracja sprzętu: Sprzęt tokarski (30 tokarek/centrów tokarskich CNC; średnica φ10–800mm; klasa precyzyjna IT7); Sprzęt frezujący (20 pionowych/poziomych centrów obróbczych; przesuw 500–2000 mm; dokładność ±0,01 mm); Urządzenia tokarsko-frezarskie (10 5-osiowych centrów tokarskich Mazak/DMG Mori obsługujących obróbkę na jednym ustawieniu); Sprzęt kontrolny (CMM, tester okrągłości, tester chropowatości i wizyjny system pomiarowy z precyzją 0,003 mm do kontroli pełnowymiarowej); Zespół techniczny (20 inżynierów procesu, 30 programistów, 50 techników); System ISO9001 (kontrola pierwszego artykułu, kontrola patrolowa w trakcie procesu, pełna kontrola produktu końcowego; wskaźnik pozytywnej oceny 99%). Firma świadczy profesjonalne, dostosowane do indywidualnych potrzeb usługi obróbki tokarsko-tokarskiej dla klientów na całym świecie.
|
Kategoria parametrów |
Szczegóły parametru |
|
Model wyposażenia |
Seria 842 |
|
Marka |
Schaublina |
|
Pozycjonowanie rdzenia |
Wysoce precyzyjna maszyna do skomplikowanych zastosowań, odpowiednia również do toczenia na twardo |
|
Konfiguracja osi |
Możliwość konfiguracji z osią Y i maksymalnie 7 osiami interpolacji |
|
Dokładność wrzeciona |
Wrzeciono charakteryzuje się wyjątkową dokładnością geometryczną mniejszą niż 0,5 μm |
|
Wydajność obróbki |
Maksymalna średnica toczenia: 360 mm; Maksymalna długość toczenia: 398 mm |
|
System wieżyczek |
Precyzyjna głowica promieniowa VDI30 z 16 stanowiskami |
|
Opcjonalna konfiguracja |
Wrzeciono pomocnicze i druga głowica rewolwerowa są dostępne jako opcje |
|
System CNC |
systemu FANUC |
|
Typowe zastosowania |
precyzyjne części do obróbki tokarskiej itp |
|
Kategoria parametrów |
Szczegóły parametru |
|
Model wyposażenia |
INDEKS MS16-6 Plus |
|
Pozycjonowanie rdzenia |
Wieloosiowa obróbka o wysokiej wydajności i wielofunkcyjności |
|
Liczba osi i wrzecion |
6 wrzecion roboczych i 2 wrzeciona synchroniczne |
|
Wydajność obróbki |
Średnica pręta: 16 mm (22 mm dla wersji Plus) |
|
Układ wrzeciona |
Maksymalna prędkość: 10 000 obr/min; Maksymalna moc: 15 kW; Maksymalny moment obrotowy: 18 Nm |
|
System słupków narzędziowych |
Do 12 imaków narzędziowych |
|
Podstawowe funkcje |
Obsługuje toczenie wielokątne, frezowanie, gratowanie otworów poprzecznych i inne technologie obróbki |
|
System CNC |
System operacyjny iXpanel oparty na Siemens S840D sl |
|
Podstawowe zalety |
Krótki czas wymiany narzędzia, duża wydajność i krótki czas pomocniczy; możliwość obróbki dwuosiowej w trzech osiach |
|
Typowe zastosowania |
precyzyjne części do obróbki tokarskiej itp |




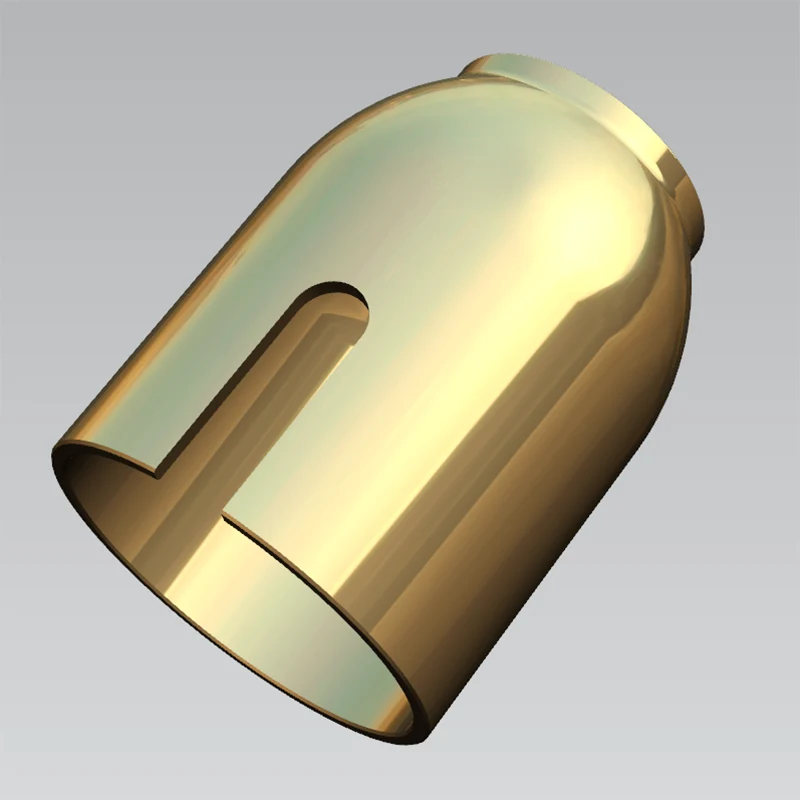
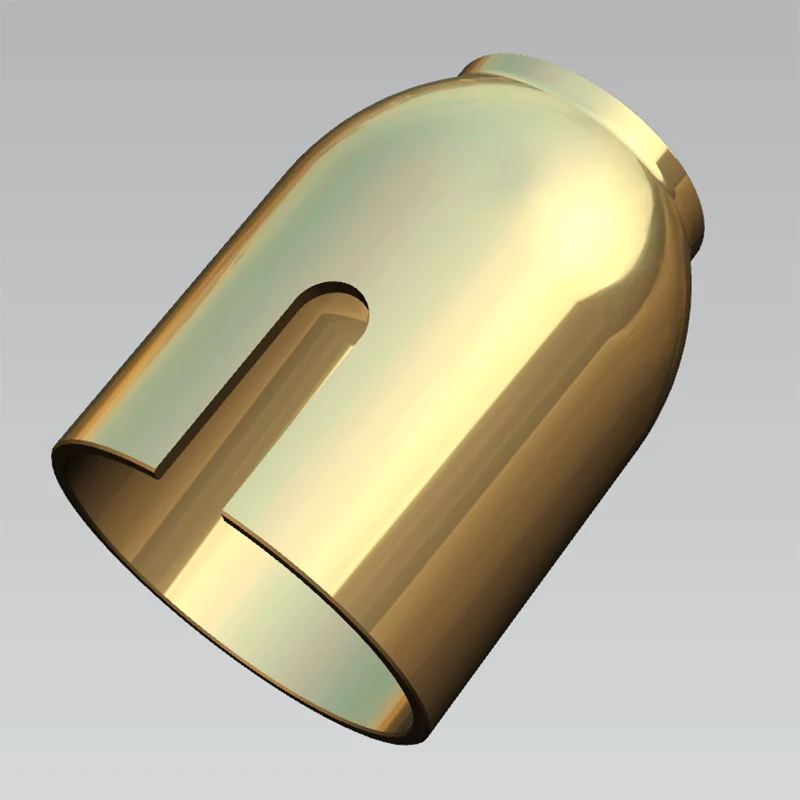
Ten produkt jest głównym komponentem dostosowanym do potrzeb przedsiębiorstwa zajmującego się technologią medyczną w Szanghaju. Wykonany ze stali nierdzewnej 316L, stosowany jest w wszczepialnych urządzeniach medycznych. Produkt spełnia rygorystyczne standardy branży medycznej dotyczące odporności na korozję, jakości powierzchni oraz różnych wymagań dotyczących wymiarów geometrycznych i tolerancji (GD&T).
Klient określił krytyczne wymagania techniczne: współosiowość otworu wewnętrznego i średnicy zewnętrznej, bicie osiowe i dokładność wymiarową zewnętrznej powierzchni konturowej. Kluczowe powierzchnie współpracujące wymagały kontroli tolerancji współosiowości w granicach 0,01 mm i chropowatości powierzchni zewnętrznej Ra ≤ 0,8. Gotowy przedmiot obrabiany musiał być wolny od zadziorów i zadrapań oraz w pełni odpowiadać specyfikacjom powierzchni klasy medycznej. Ze względu na wysoką ciągliwość stali nierdzewnej 316L, która czyni ją podatną na przyleganie i odkształcenia narzędzia, tradycyjne oddzielne procesy toczenia i frezowania nie mogą jednocześnie gwarantować dokładności powierzchni i tolerancji położenia. W związku z tym klient określił zastosowanie technologii obróbki tokarsko-frezarskiej.
Aby sprostać tym wyzwaniom związanym z obróbką, wykorzystaliśmy centrum tokarsko-frezarskie do zintegrowanej obróbki, wykonując wszystkie operacje – w tym średnicę zewnętrzną, otwór wewnętrzny, powierzchnię konturową i rowki boczne – w jednym ustawieniu. Na etapie obróbki zgrubnej na krytycznych powierzchniach pozostawia się naddatek na obróbkę wynoszący 0,2 mm, a w całym procesie stosuje się wysokociśnieniowy układ chłodzenia, który stale wypłukuje wióry, skutecznie zapobiegając przywieraniu stali nierdzewnej do narzędzia skrawającego. Na etapie wykańczania stosuje się specjalistyczne narzędzia kształtowe o parametrach niskich prędkości i dużych posuwów; precyzyjna kontrola nad ugięciem narzędzia zapewnia dokładność zakrzywionego profilu, a jednoczesna obróbka bocznego rowka eliminuje błędy związane z ponownym mocowaniem.
Po zakończeniu przeprowadzamy kompleksową kontrolę wszystkich krytycznych wymiarów i specyfikacji przy użyciu współrzędnościowej maszyny pomiarowej (CMM) i testera chropowatości powierzchni. Zmierzone wyniki wykazują stałą kontrolę współosiowości w granicach 0,03 mm, bicie osiowe nieprzekraczające 0,01 mm i chropowatość powierzchni sięgającą Ra0,8 – wszystko to spełnia wymagania specyfikacji rysunku. Produkt przeszedł kontrolę odbiorczą za pierwszym podejściem, sprawnie zmontowany oraz spełniał wszelkie standardy czystości i precyzji wymagane dla sprzętu medycznego.
Poprzedni dostawca klienta stosował wieloetapowy proces obróbki; wielokrotne zaciskanie powodowało odchylenia w zakrzywionym profilu i problemy z zakłóceniami podczas montażu – problemy, których nie można było w pełni rozwiązać pomimo wielokrotnych prób przeróbek. Nasz proces obróbki kompozytów tokarsko-frezarskich wyeliminował błędy mocowania u źródła, skutecznie przezwyciężając to wyzwanie. Ta partia zaślepek silników pracuje obecnie stabilnie w wszczepialnych urządzeniach medycznych; zarówno odporność na korozję, jak i parametry użytkowe spełniają oczekiwania klienta. Powstałe w ten sposób długoterminowe partnerstwo w pełni demonstruje wyjątkową wartość obróbki kompozytowej tokarsko-frezarskiej w celu uzyskania precyzyjnych komponentów ze stali nierdzewnej klasy medycznej.
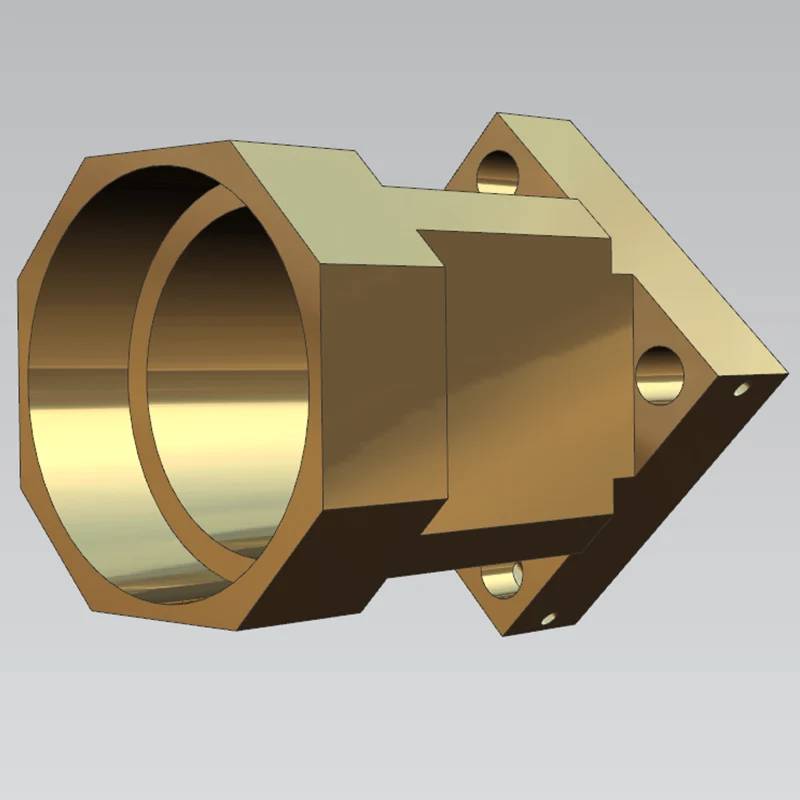
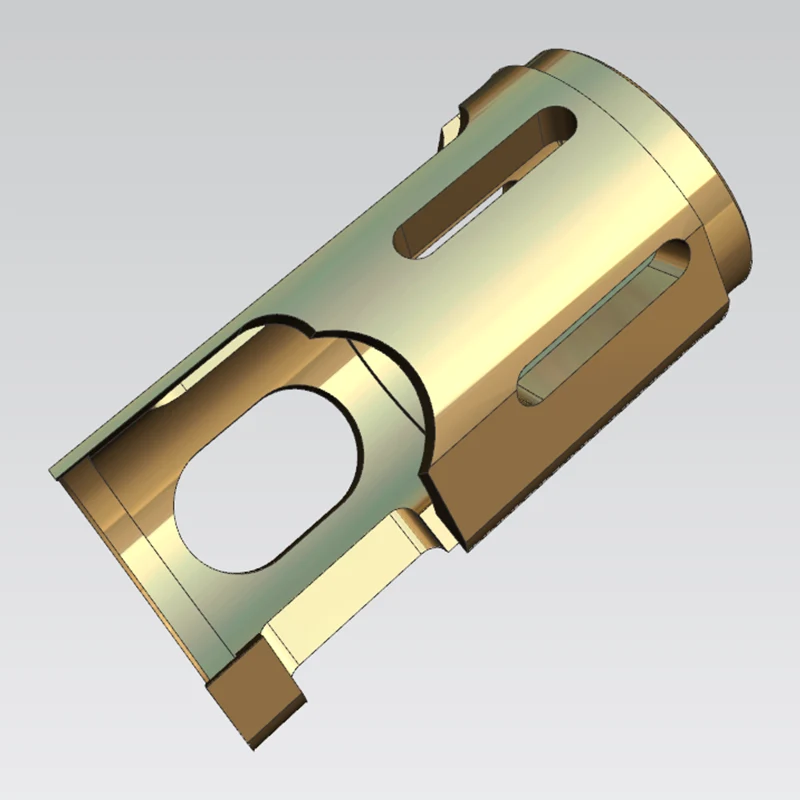
Ta tuleja ze stali nierdzewnej służy jako główny element prowadzący w urządzeniach automatyki BOSCH. Wykonany ze stali nierdzewnej i stosowany w precyzyjnych mechanizmach przekładni, wymaga niezwykle wysokich standardów współosiowości, dokładności pozycjonowania i jakości powierzchni.
Kluczowe standardy kontroli klienta obejmują: współosiowość między otworem wewnętrznym a średnicą zewnętrzną, bicie osiowe oraz dokładność pozycjonowania szczeliny wzdłuż długiego boku i otworów ustalających. Specyfikacje rysunkowe ściśle wymagają, aby tolerancja współosiowości krytycznych powierzchni współpracujących wynosiła 0,05 mm, wraz ze ścisłymi ograniczeniami dotyczącymi okrągłości i cylindryczności średnicy zewnętrznej i otworu wewnętrznego. Wszystkie zewnętrzne krawędzie muszą zostać ogratowane i zaokrąglone, a powierzchnia przedmiotu obrabianego musi być wolna od zarysowań i zadziorów. Stal nierdzewna jest podatna na przyleganie i uginanie się narzędzia podczas obróbki; tradycyjne wieloetapowe przetwarzanie stara się jednocześnie spełnić rygorystyczne tolerancje formy, orientacji i położenia. W związku z tym klient określił zastosowanie procesu obróbki kompozytów tokarsko-frezarskich.
Wykorzystaliśmy centrum obróbcze tokarsko-frezarskie, aby osiągnąć kompleksowy proces produkcyjny, obejmujący obróbkę średnicy zewnętrznej, otworu wewnętrznego, powierzchni czołowej, rowków bocznych i lokalizowanie otworów w jednym ustawieniu. Podczas obróbki zgrubnej zarezerwowano naddatek na wykończenie wynoszący 0,2 mm w obszarach krytycznych, a w całym procesie zastosowano chłodziwo pod wysokim ciśnieniem, aby wypłukać wióry i zapobiec przyklejaniu się narzędzia do przedmiotu obrabianego. Do obróbki wykańczającej zastosowaliśmy specjalistyczne oprzyrządowanie ze stali nierdzewnej oraz dobraliśmy parametry skrawania, aby precyzyjnie kontrolować ugięcie narzędzia; boczne szczeliny i otwory ustalające zostały obrobione jednocześnie, aby wyeliminować odchylenia dokładności spowodowane ponownym mocowaniem.
Gotowe części poddano kompleksowej kontroli przy użyciu współrzędnościowej maszyny pomiarowej (CMM) i testera chropowatości powierzchni. Zmierzona współosiowość pozostała stabilna w granicach 0,03 mm, bicie czołowe było kontrolowane w granicach 0,01 mm, a wszystkie tolerancje położenia i wymiarów były zgodne ze specyfikacjami projektu. Próbki przeszły kontrolę za pierwszym podejściem; montaż przebiegł bezproblemowo, a poziom wibracji i hałasu podczas pracy sprzętu mieścił się w granicach projektowych.
Wcześniej w częściach wytwarzanych w procesie wieloetapowego przetwarzania występowały problemy ze współosiowością i dokładnością pozycjonowania spowodowane błędami mocowania, co prowadziło do częstych zacięć i nietypowego hałasu podczas pracy – problemów, których wielokrotne przeróbki nie rozwiązywały. Proces kompozytowy tokarsko-frezarski zasadniczo wyeliminował błędy mocowania. Ta partia rękawów jest obecnie w stabilnym, długotrwałym użyciu w zautomatyzowanym sprzęcie, spełniając wszystkie wymagania dotyczące stabilności operacyjnej i precyzji dopasowania. W dalszym ciągu powierzano nam kolejne duże zamówienia, co dodatkowo potwierdza znaczące zalety obróbki kompozytowej tokarsko-frezarskiej w przypadku wysokiej klasy przemysłowych komponentów ze stali nierdzewnej.
Adres
Dystrykt Guangming, miasto Shenzhen, prowincja Guangdong, Chiny
Tel









