



W naszych operacjach wykorzystujemy zaawansowaną technologię toczenia CNC. Systemy sterowania zarządzają ruchami w osi X (promieniowej), Z (osiowej) i C (indeksowanie wrzeciona), umożliwiając jednoczesną obróbkę złożonych profili w trzech osiach. Metody programowania obejmują ręczne wprowadzanie kodu G, automatyczne generowanie oprogramowania CAM i programowanie parametryczne z weryfikacją symulacyjną. Możliwości obróbki obejmują średnice od φ6 do 800 mm i długości do 1500 mm. Specyfikacje precyzji obejmują tolerancje wymiarowe IT6–IT8, powtarzalność ± 0,005–0,01 mm, tolerancje geometryczne 0,01–0,05 mm i chropowatość powierzchni Ra 0,4–3,2 μm. Parametry operacyjne obejmują prędkości obrotowe wrzeciona 50–5000 obr/min, posuwy 0,001–500 mm/min i prędkości posuwu szybkiego 24–36 m/min. Wyposażenie obejmuje automatyczne głowice narzędziowe z 8–12 stacjami i umożliwia wykonywanie wielu zadań wielozadaniowych, takich jak frezowanie, wiercenie i gwintowanie przy użyciu oprzyrządowania na żywo.
|
dokładność wymiarowa |
OD |
ID |
T (C) |
DP |
DA |
|
jednostka: ±/mm |
0.002 |
0.002 |
0.002 |
0.002 |
0.0001 |
|
Dokładność geometryczna |
okrągłość |
współosiowość |
prostota |
cylindryczność |
bicie okrężne |
|
jednostka: ±/mm |
0.002 |
0.004 |
0.002 |
0.004 |
0.002 |
|
zdolności produkcyjne |
1 ~ 999999 szt |
1 ~ 999999 szt |
1 ~ 999999 szt |
1 ~ 999999 szt |
1 ~ 999999 szt |
|
cykl produkcyjny |
3-20 dni |
3-20 dni |
3-20 dni |
3-20 dni |
3-20 dni |
Wyposażone przyrządy kontrolne i narzędzia pomiarowe obejmują: maszyny współrzędnościowe, wizyjne systemy pomiarowe, projektory profilowe, laserowe mierniki średnicy, interferometry laserowe, testery chropowatości powierzchni, testery okrągłości, mikroskopy narzędziowe, mikroskopy stereoskopowe, mikrometry, sprawdziany kołkowe, czujniki zegarowe, mikrometry o wysokiej precyzji, wysokościomierze elektroniczne, suwmiarki, płytki wzorcowe, testery twardości i sprawdziany do gwintów.
Jako profesjonalny producent tokarek, Sanluo Precision oferuje szeroką gamę usług toczenia CNC: elementy wałów (wały stopniowane z ≥ 5 stopniami i dokładnością ± 0,01 mm na krok; wały mimośrodowe z mimośrodem 0,5–50 mm i dokładnością ± 0,02 mm; wały wielowypustowe z profilami wielowypustowymi klasy IT7), elementy tulei (tuleje o koncentryczności 0,02 mm między średnicą wewnętrzną i zewnętrzną oraz jednakową grubością ścianki; kołnierze z Płaskość powierzchni czołowej 0,03 mm i dokładność rozstawu otworów ± 0,05 mm), elementy tarcz (szczeliny o szerokości ± 0,05 mm i dokładności głębokości ± 0,1 mm; tarcze z otworami w zakresie φ5–100 mm i dokładności położenia otworów ± 0,05 mm), elementy gwintowane (gwinty zewnętrzne i wewnętrzne z dokładnością skoku ± 0,01 mm, półkąt profilu gwintu ± 5′ i klasa dopasowania 6H/6g), elementy profilowane (powierzchnie kuliste/stożkowe/łukowe z tolerancją profilu 0,05 mm i wykończeniem powierzchni Ra 0,8 μm) oraz elementy cienkościenne (grubość ścianki 1–3 mm z jednorodnością ±0,05 mm i odkształceniem <0,01 mm). Świadczymy profesjonalne, dostosowane do indywidualnych potrzeb usługi toczenia CNC dla klientów na całym świecie.
|
Kategoria parametrów |
Bliższe dane |
|
Model |
MultiSwiss 6x32 |
|
Pozycjonowanie rdzenia |
Toczenie precyzyjne wielowrzecionowe |
|
Liczba osi |
6 osi |
|
Wydajność obróbki |
Maksymalna średnica pręta: 32 mm |
|
Układ wrzeciona |
6 niezależnych wrzecion z hydrostatycznymi tulejami łożyskowymi, maksymalna prędkość obrotowa wrzeciona: 6000 obr./min |
|
Podstawowe zalety |
Idealny do masowej produkcji małych części w przemyśle medycznym, półprzewodnikowym, hydraulicznym i innych |
|
Typowe zastosowanie |
Precyzyjne elementy tokarskie CNC |
|
Kategoria parametrów |
Bliższe dane |
|
Model |
302Mi-CNC |
|
Marka |
Schaublina |
|
Pozycjonowanie rdzenia |
Elastyczna produkcja masowa |
|
Liczba osi |
/ |
|
Wydajność obróbki |
Maksymalna średnica obrotu: 200 mm, otwór wrzeciona: 14,5/19 mm |
|
Prędkość podróży i podawania |
Skok w osi X: 140 mm, Skok w osi Z: 240 mm; Szybki posuw osi X/Z: 12 m/min |
|
Prędkość wrzeciona |
0-8000 obr./min |
|
System wieżyczek |
12-stanowiskowa głowica rewolwerowa VDI16, 6 napędzanych stacji narzędziowych, Maksymalna prędkość napędzanych narzędzi: 6000 obr/min |
|
Podstawowe zalety |
Obsługuje wiele trybów przetwarzania, w tym toczenie narzędzi zespołowych, toczenie rewolwerowe i kombinowane toczenie rewolwerowe ze szlifowaniem/frezowaniem |
|
Typowe zastosowanie |
Precyzyjne elementy tokarskie CNC |




Poniższe studia przypadków pochodzą z rzeczywistych projektów produkcyjnych w Sanluo Precision. Wszystkie dane zostały zweryfikowane przy użyciu CMM, testerów okrągłości i innego sprzętu kontrolnego.
|
Przedmiot |
Bliższe dane |
|
Nazwa części |
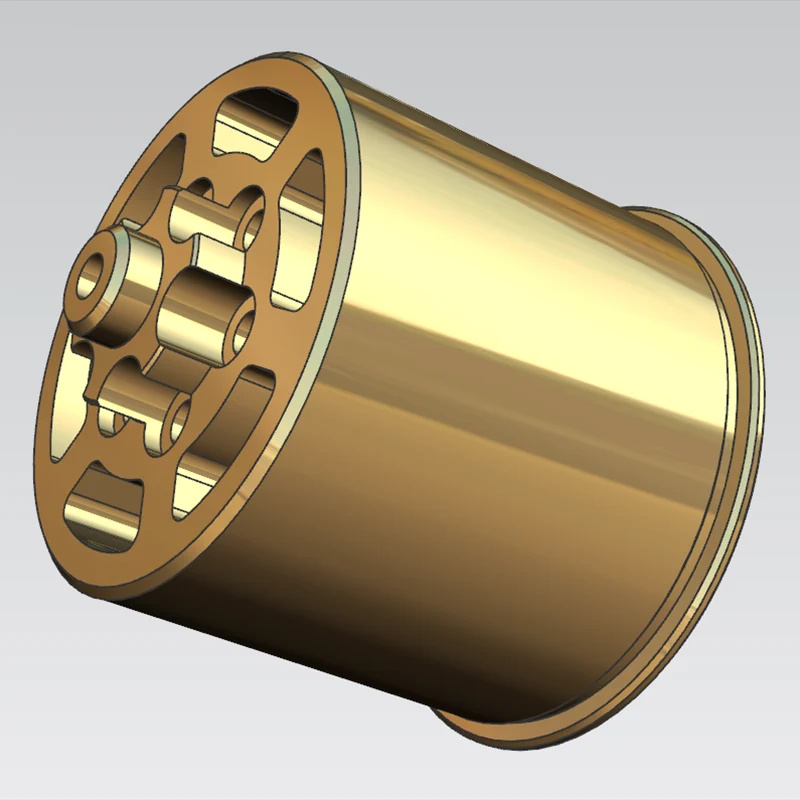
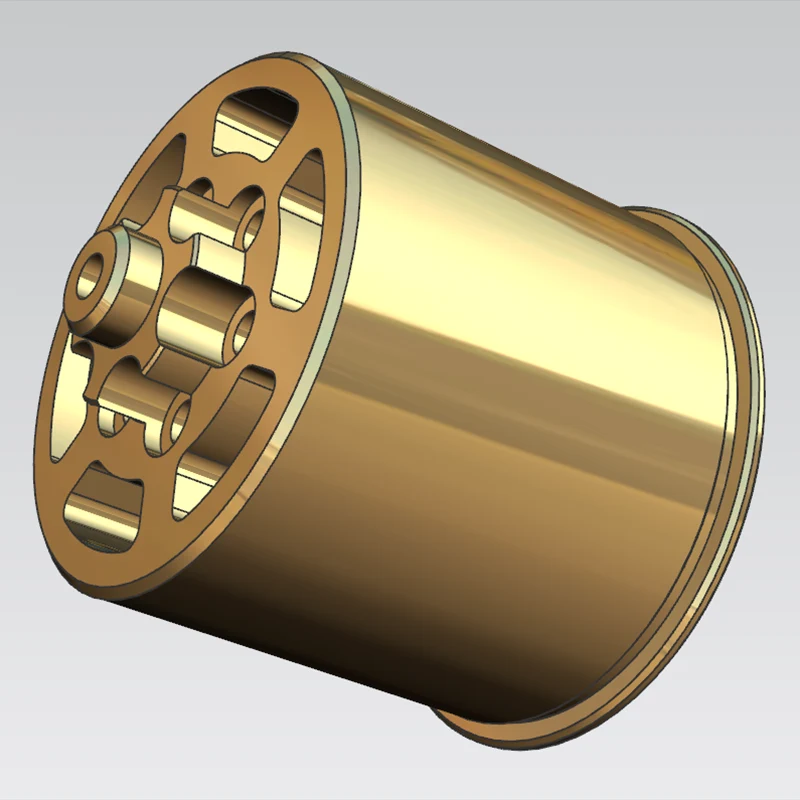
Mocowanie wirnika silnika serii 70 |
|
Tworzywo |
Stop tytanu TC4 |
|
Aplikacja |
Szybki, lekki element nośny rdzenia silnika przemysłowego |
|
Typ klienta |
Krajowy producent urządzeń przemysłowych |
Wymagania dotyczące rysunku:
Współosiowość między otworem wewnętrznym a średnicą zewnętrzną: ≤ 0,02 mm
Bicie czołowe: musi być zgodne ze specyfikacjami rysunku
Dokładność pozycjonowania otworów gwintowanych na powierzchni czołowej i szczelin ustalających
Wszystkie nieokreślone tolerancje geometryczne: poziom GB/T 1184-h
Trudności w obróbce materiału (stop tytanu TC4):
Wysoka twardość i słaba przewodność cieplna
Podatny na narost na krawędzi (BUE) i ugięcie narzędzia
Ciepło koncentruje się podczas cięcia, powodując deformację termiczną
Poprzednie problemy dostawców:
Klient korzystał wcześniej z toczenia konwencjonalnego u innego dostawcy. Z powodu błędów mocowania i ugięcia narzędzia:
Współosiowość stale przekraczała tolerancje
Nadmierne wibracje i hałas podczas pracy silnika
Wielokrotne próby przeróbek nie rozwiązały problemów
|
Krok procesu |
Konkretne środki |
|
Zaciskanie |
Obróbka średnicy zewnętrznej, powierzchni czołowej i wewnętrznej w jednym ustawieniu – eliminuje błędy mocowania |
|
Zgrubna obróbka |
Na krytycznych powierzchniach pozostaje 0,2 mm naddatku na wykończenie |
|
Chłodzenie |
Specjalny płyn do obróbki pod wysokim ciśnieniem, specyficzny dla TC4 – kontroluje temperaturę i zapobiega odkształceniom termicznym |
|
Wykończeniowy |
Oprzyrządowanie o dużej sztywności + niska prędkość i wysokie parametry posuwu – zmniejszają ugięcie narzędzia |
|
Operacje wtórne |
Gwintowane otwory i szczeliny ustalające wykonane przy użyciu niestandardowych uchwytów – zapewniają dokładność pozycjonowania |
Sprzęt kontrolny:
CMM (współrzędnościowa maszyna pomiarowa)
Precyzyjny tester okrągłości
100% pełna kontrola wszystkich krytycznych wymiarów
Zmierzone dane dotyczące precyzji:
|
Przedmiot kontroli |
Zmierzona wartość |
Wymagania dotyczące rysunku |
|
Współosiowość (ID do OD) |
≤0,01 mm |
≤0,02 mm |
|
Bicie czołowe |
≤0,008 mm |
Spełnia normę GB/T 1184-h |
|
Dokładność pozycjonowania |
Przechodzić |
Spełnia specyfikację |
Akceptacja klienta:
Zatwierdzenie pierwszego przejścia próbek prototypowych
Gładki zespół rotora
Poziom wibracji i hałasu silnika w granicach projektowych
Opinia klienta:
„Poprzedni dostawcy nie mogli osiągnąć wymaganej współosiowości, co powodowało silne wibracje. Precyzyjne toczenie CNC firmy Sanluo wyeliminowało błędy mocowania i ugięcie narzędzia u źródła”.
5. Długoterminowe rezultaty współpracy
Mocowania rotora pracują stabilnie w sprzęcie klienta
Wytrzymałość i stabilność działania spełniają wszystkie wymagania
Klient przekazał wszystkie kolejne zamówienia firmie Sanluo Precision
|
Przedmiot |
Bliższe dane |
|
Nazwa części |
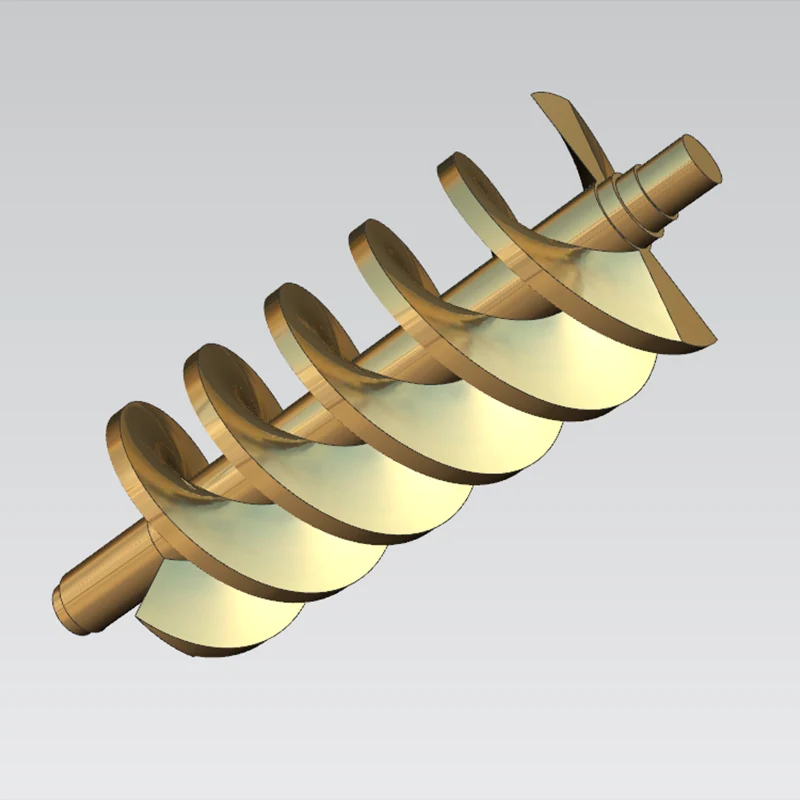
Wał napędowy szybkiego silnika serii 50B |
|
Tworzywo |
Stal hartowana i odpuszczana 40Cr |
|
Twardość materiału |
HRC 32–36 |
|
Aplikacja |
Wał rdzenia silnika o dużej prędkości – wpływa na prędkość obrotową i stabilność |
|
Typ klienta |
Krajowy producent silników przemysłowych |
Wymagania dotyczące rysunku:
Wielostopniowa współosiowość czopa ≤ 0,008 mm
Bicie czołowe czopa ≤ 0,008 mm
Dokładność pozycjonowania otworów gwintowanych na powierzchni czołowej
Trudności w obróbce materiału (40Cr, HRC32-36):
Wysoka odporność na przecięcie
Podatne na ugięcie narzędzia
Koncentracja ciepła powoduje odkształcenie termiczne
Szybkie zużycie konwencjonalnych narzędzi węglikowych
Poprzednie problemy dostawców:
Klient korzystał wcześniej z toczenia konwencjonalnego u innego dostawcy. Z powodu błędów mocowania i ugięcia narzędzia:
Współosiowość czopa stale przekraczała tolerancje
Niespełnione wymagania dotyczące równowagi dynamicznej
Silne wibracje podczas pracy z dużą prędkością
Wielokrotne próby przeróbek nie rozwiązały problemów
|
Krok procesu |
Konkretne środki |
|
Zaciskanie |
Obróbka wieloetapowa średnicy zewnętrznej i powierzchni czołowych w jednym ustawieniu – eliminuje wielokrotne błędy mocowania |
|
Zgrubna obróbka |
Na krytycznych czasopismach pozostał 0,3 mm naddatek na wykończenie |
|
Chłodzenie |
Chłodziwo podawane pod wysokim ciśnieniem przez wrzeciono – chłodzi część, usuwa wióry i zapobiega wtórnym zarysowaniom |
|
Wykończeniowy |
Ultra drobnoziarniste narzędzia z węglików spiekanych o dużej sztywności + stopniowe cięcie warstw – uwalniają naprężenia i kontrolują ugięcie |
|
Operacje wtórne |
Otwory gwintowane na powierzchni czołowej obrobione za pomocą współosiowych uchwytów pozycjonujących – zapewniają dokładność pozycjonowania |
Sprzęt kontrolny:
CMM (współrzędnościowa maszyna pomiarowa)
Precyzyjny tester okrągłości
Tester równowagi dynamicznej
100% podwójna kontrola (wymiary + równowaga dynamiczna)
Zmierzone dane dotyczące precyzji:
|
Przedmiot kontroli |
Zmierzona wartość |
Wymagania dotyczące rysunku |
|
Wieloetapowa współosiowość dziennika |
≤0,006 mm |
≤0,008 mm |
|
Bicie czołowe |
≤0,005 mm |
≤0,008 mm |
|
Równowaga dynamiczna |
Zdane za pierwszym testem |
Nie wymaga ponownego równoważenia |
Akceptacja klienta:
Zatwierdzenie pierwszego przejścia próbek prototypowych
Poziomy wibracji i hałasu mieszczące się w granicach projektowych podczas pracy z dużą prędkością
Test równowagi dynamicznej zaliczony za pierwszym podejściem
Opinia klienta:
„Poprzedni dostawcy nie byli w stanie spełnić wymagań dotyczących współosiowości nawet po wielokrotnych przeróbkach. Precyzyjne toczenie CNC firmy Sanluo wyeliminowało błędy mocowania i ugięcie narzędzia u źródła”.
Wały wirników pracują stabilnie w urządzeniach klienta
Brak deformacji wywołanych naprężeniami lub nieprawidłowego zużycia w produkcji seryjnej
Klient nawiązał długoterminową współpracę outsourcingową z firmą Sanluo Precision
|
Sprzęt |
Zamiar |
|
CMM (współrzędnościowa maszyna pomiarowa) |
Kontrola pełnowymiarowa, dokładność 0,003 mm |
|
Precyzyjny tester okrągłości |
Okrągłość, współosiowość, pomiar bicia |
|
Tester równowagi dynamicznej |
Wyważanie wałów przy dużych prędkościach |
|
Interferometr światła białego |
Pomiar chropowatości powierzchni |
100% pełna kontrola wszystkich krytycznych wymiarów
Kontrola pierwszego artykułu (CMM + tester okrągłości + tester chropowatości) przed produkcją seryjną
Sterowanie procesem SPC z Cpk ≥ 1,67
Adres
Dystrykt Guangming, miasto Shenzhen, prowincja Guangdong, Chiny
Tel









