




Jako profesjonalny producent i dostawca obróbki 5-osiowej w Chinach, firma Sanluo Precision specjalizuje się w 5-osiowej jednoczesnej obróbce skomplikowanych części, zapewniając dostosowane usługi dla zaawansowanych branż, takich jak przemysł lotniczy i kosmiczny, formy samochodowe, urządzenia medyczne i sprzęt energetyczny. Osiągamy precyzyjną obróbkę skomplikowanych powierzchni i konstrukcji specjalnych, w pełni spełniając rygorystyczne wymagania zaawansowanej produkcji.
| Dokładność wymiarowa | OD | ID | DP | SW | GD |
| Jednostka: ±/mm | 0.005 | 0.01 | 0.005 | 0.005 | 0.002 |
| Dokładność geometryczna | Okrągłość | Współosiowość | Cylindryczność | Symetria | Tolerancja pozycji |
| Jednostka: ±/mm | 0.008 | 0.01 | 0.01 | 0.008 | 0.01 |
| Zdolność produkcyjna | 1 ~ 999999 szt | 1 ~ 999999 szt | 1 ~ 999999 szt | 1 ~ 999999 szt | 1 ~ 999999 szt |
| Cykl produkcyjny | 3-20 dni | 3-20 dni | 3-20 dni | 3-20 dni | 3-20 dni |
Sprzęt kontrolny:CMM, wizyjne systemy pomiarowe, projektory, średniceomierze laserowe, interferometry laserowe, testery chropowatości, testery okrągłości, mikroskopy narzędziowe, mikroskopy stereoskopowe, mikrometry, sprawdziany szpilkowe, czujniki zegarowe, wysokościomierze, suwmiarki, płytki wzorcowe, twardościomierze, sprawdziany do gwintów.
Jako profesjonalny producent obróbki 5-osiowej specjalizujemy się w obróbce złożonych powierzchni o swobodnych kształtach w sektorach lotniczym, motoryzacyjnym, medycznym i energetycznym. Nasza 5-osiowa technologia symultaniczna w połączeniu z zaawansowanym programowaniem CAM i dedykowanym oprzyrządowaniem zapewnia wysoką dokładność, doskonałe wykończenie powierzchni i eliminację etapów znakowania narzędzia.
Konkluzja:Nasza sprawdzona wiedza specjalistyczna w zakresie złożonej obróbki powierzchni przekształca wymagające geometrie w gotowe do produkcji komponenty, które konsekwentnie spełniają najbardziej rygorystyczne standardy branżowe – od prototypu po produkcję na pełną skalę.
Naszą obróbkę 5-osiową wspieramy światowej klasy obrabiarkami, inteligentnym sterowaniem procesem i kompleksowymi systemami pomocniczymi. Nasz zakład zapewnia stabilną, powtarzalną precyzję w przypadku średnich i dużych części, od prototypów po produkcję wielkoseryjną.
Konkluzja:Dzięki naszej zintegrowanej bazie sprzętu, inteligentnej kontroli procesu i rygorystycznej weryfikacji w trakcie procesu zapewniamy stabilną, powtarzalną precyzję w 5 osiach, która utrzymuje ciągłość pracy linii produkcyjnej i stale przekracza standardy jakości.
| Parametr | Bliższe dane |
| Model | Mikro5 |
| Pozycjonowanie rdzenia | Wysoce dynamiczna i precyzyjna obróbka mikro i komponentów o dużej wartości |
| Kluczowa dokładność | Powtórzzdolność0,0005 mm, Dokładność pozycjonowania< 0,002 mm |
| Wrzeciono | Maksymalna prędkość60 000 obr./min |
| Struktura | Kompaktowy, waga całkowita 550kg; trójwarstwowy magazyn narzędziowy na 60 narzędzi; system paletowy mieści 6 uchwytów z punktem zerowym |
| Energia i środowisko | Niskie zużycie energii (<500 W), z kolektorem mgły olejowej |
| System CNC | Beckhoffa (Niemcy) |
| Podróż (X/Y/Z) | 78/56/50 mm |
| Typowe zastosowania | Komponenty mikroinżynierii, małe części z metali szlachetnych |
| Parametr | Bliższe dane |
| Model | DMU 105 monoBLOK |
| Pozycjonowanie rdzenia | Wysoce precyzyjna obróbka 5-osiowa dużych, skomplikowanych części |
| Osie i połączenia | 5-osiowe jednoczesne |
| Konstrukcja łóżka | Żeliwo sferoidalne GGG60, jednoczęściowy odlew o sztywności zoptymalizowanej pod kątem MES, o 40% wyższej niż w przypadku tradycyjnych konstrukcji |
| Kluczowa dokładność | Bezpośredni napęd osi klimatyzacji, dokładność indeksowania ±1 sek. łuku; dokładność pozycjonowania stołu do 0,001 mm |
| Układ wrzeciona | Interfejs HSK‑A100, moc 44 kW, moment obrotowy 288 Nm, zakres prędkości 50‑10 000 obr/min |
| Podróż (X/Y/Z) | 1135 mm / 1050 mm / 750 mm |
| Kluczowe zalety | Konstrukcja termosymetryczna zmniejsza odkształcenia termiczne; opcjonalny zmieniacz palet i pomiar w trakcie procesu w celu automatyzacji |
| Typowe zastosowania | Precyzyjne komponenty obrabiane w 5 osiach |
| Parametr | Bliższe dane |
| Model | JDGR400T |
| Pozycjonowanie rdzenia | Precyzja na poziomie mikronów, obsługuje procesy kompozytowe frezarsko-toczone |
| System CNC | Opracowany samodzielnie JD50, rozdzielczość sterowania ruchem 10 nm |
| Wrzeciono | Elektrowrzeciono wysokoobrotowe JD150S, HSK-A50, maksymalna prędkość 32 000 obr./min |
| Kluczowa dokładność | Powtarzalność w zakresie mikronów; Powtarzalność osi AC 4″ |
| Stół obrotowy | Dwuosiowy napęd bezpośredni, rozdzielczość 0,0001° |
| Magazyn narzędzi | Typ łańcucha, pojemność 63 narzędzi |
| Kluczowe zalety | Pomiar na maszynie automatycznie kompensuje błędy narzędzia i przedmiotu obrabianego, zapewniając wydajność partii |
| Typowe zastosowania | Precyzyjne komponenty 5-osiowe |
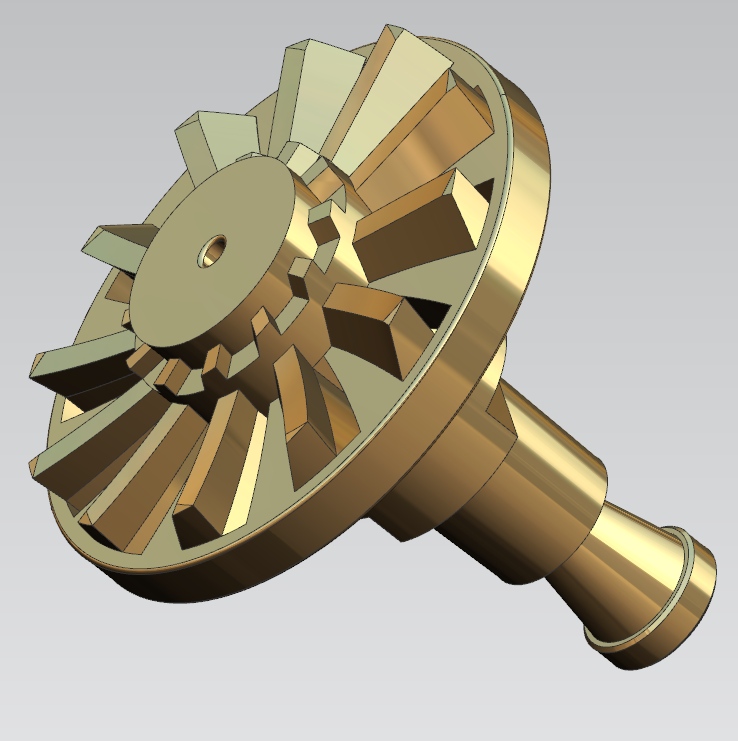
Wirnik ten jest wykonany z austenitycznej stali nierdzewnej SUS316 i służy jako główny element kierujący przepływem w pompach wspomagających płyn dla brazylijskiego producenta sprzętu. Klient zwrócił się do trzech poprzednich warsztatów, a wszystkie zawiodły z powodu deformacji ostrzy, problemów ze współosiowością, zablokowania mikrootworów i złego wykończenia powierzchni. Znaleźli nas za pomocą wyszukiwarki Google i określili trzy rygorystyczne wymagania: konsystencję partii, tolerancje na poziomie mikronów i powierzchnie stykające się z cieczą pozbawione zadziorów.
Kluczowe specyfikacje rysunku:
Wykorzystaliśmy 5-osiowe centrum obróbcze DMG MORI, aby wykończyć cały wirnik w jednym zamocowaniu, unikając błędów związanych z wielokrotnymi ustawieniami. Etapy procesu:
Sprzęt pomocniczy: chłodziwo pod wysokim ciśnieniem, sonda procesowa firmy Renishaw do kompensacji narzędzia i automatyczne ustalanie punktu odniesienia co 20 części.
| Parametr | Próbka 1 | Próbka 2 | Próbka 3 | Wymóg |
| Ostrze OD φ31 | 31,004 mm | 30,998 mm | 31,001 mm | ±0,01 mm |
| Kąt 75° | 74,78° | 75,12° | 74,95° | ±0,5° |
| Grubość ostrza 0,68 | 0,667 mm | 0,679 mm | 0,685 mm | ±0,05 mm |
| Mikrootwor φ1,5 | 1,491–1,508 mm (10 otworów) | Błąd pozycji maks. 0,021 mm | ±0,02 mm | |
| Współosiowość (odniesienie A) | 0,003 mm | 0,004 mm | 0,003 mm | ≤0,005 mm |
| Wyciek twarzy | 0,010 mm | 0,013 mm | 0,011 mm | ≤0,015 mm |
| Profil powierzchni ostrza | maks. 0,018 mm | --- | --- | ≤0,02 mm |
| Chropowatość powierzchni (kontakt z płynem) | Ra 0,32‑0,38 µm | Powierzchnie współpracujące Ra 0,62‑0,75 µm | ≤0,4 / ≤0,8 | |
| Twardość (HV) | 190-210 | Odpowiednik HRC <6 | ≤7 | |
Wynik klienta:Po otrzymaniu pierwszych 50 sztuk, zewnętrzna kontrola klienta potwierdziła 100% zgodność. W porównaniu z poprzednimi dostawcami wibracje spadły o 70%, hałas zmniejszono o 16 dB, a mikrootwory pozostały niezablokowane. Klient złożył już roczne zamówienia na wszystkie trzy warianty wirników. Pisemna opinia: „Najlepsza spójność wymiarowa, jaką kiedykolwiek widzieliśmy w wirnikach ze stali nierdzewnej”.
Po 10 miesiącach użytkowania brak korozji, odkształceń naprężeniowych i roszczeń o zwrot. Zapewniamy pełne raporty z inspekcji każdej partii, 100% kontrolę tolerancji krytycznych oraz bezpłatną przeróbkę wszelkich części niezgodnych.
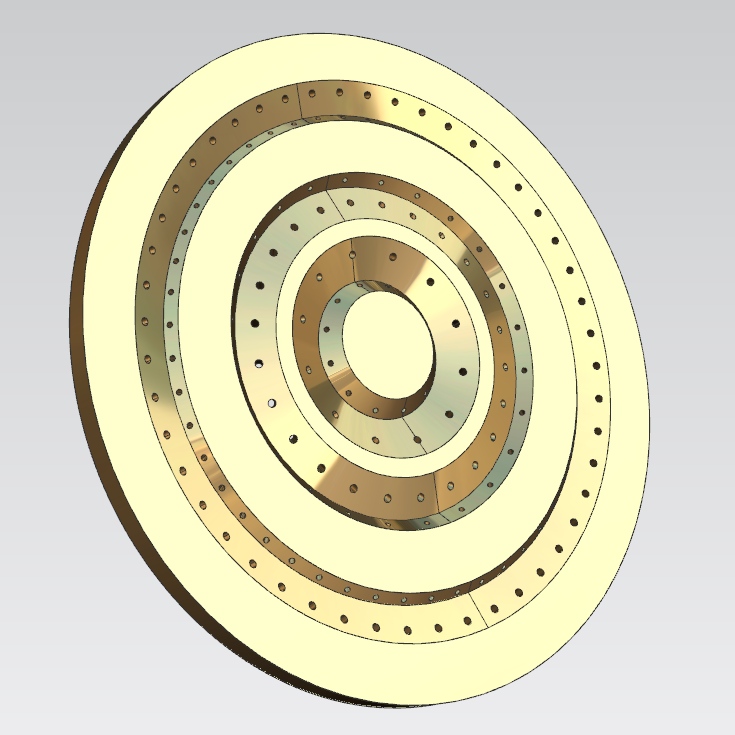
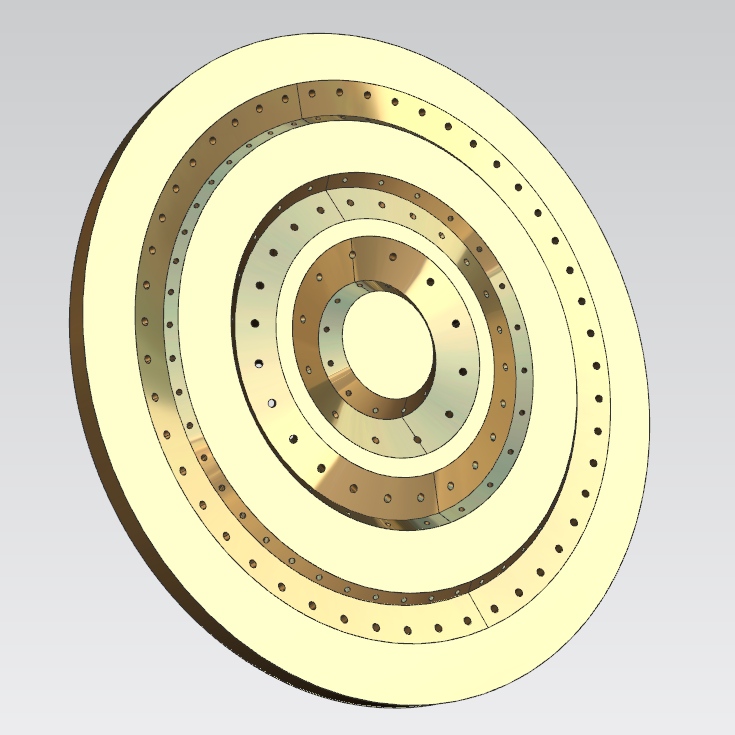
Ta okrągła, wielowarstwowa płyta podstawy z kołnierzem (numer części SLY033-04-03A) jest wykonana ze stopu aluminium 7075-T651 i waży 0,849 kg na sztukę. Służy jako płyta nośna rdzenia w komorze chemicznego osadzania z fazy gazowej (CVD), wspierając pozycjonowanie płytek w warunkach wysokiej próżni i cyklicznych zmian temperatury. Klient, krajowy producent sprzętu półprzewodnikowego, wypróbował wcześniej dwa inne warsztaty z wydajnością poniżej 60% ze względu na płaskość, współosiowość otworów i chropowatość rowków uszczelniających. Zgłosili się do nas po otrzymaniu skierowania.
Kluczowe wyzwania:
Wszystkie operacje zostały wykonane na 5-osiowym centrum obróbczym DMG z pojedynczym mocowaniem, co wyeliminowało skumulowane błędy wynikające z wielu ustawień. Etapy procesu:
Kontrola: Zeiss CMM, tester chropowatości, tester okrągłości, płaskościomierz laserowy. 100% kontrola pierwszego artykułu, 15% pobieranie próbek w przypadku produkcji seryjnej.
| Parametr | Zmierzone wartości | Wymóg |
| Płaskość podstawy (5 punktów) | 0,007, 0,009, 0,006, 0,010, 0,008 mm (maks. 0,010) | ≤0,012 mm |
| Współosiowość 3 koncentrycznych kołnierzy | maks. 0,006 mm | ≤0,008 mm |
| Pozycja otworu na kołek (8 otworów) | 0,004-0,009 mm | ≤0,01 mm |
| Szerokość rowka pierścienia uszczelniającego | 3,997–4,003 mm | ±0,005 mm |
| Płaskość dna rowka | 0,002 mm | ≤0,003 mm |
| Promień naroża R0,8 | 0,798-0,801 mm | ±0,002 mm |
| Chropowatość powierzchni rowka | Ra 0,18 μm | ≤0,2 μm |
Wynik klienta:Po zatwierdzeniu pierwszego artykułu niezależne laboratorium klienta potwierdziło wszystkie dane z dokładnością ±0,002 mm do naszego raportu. Komora próżniowa osiągnęła maksymalne ciśnienie 1×10⁻⁶ Pa bez wycieków. Stopa zwrotu wzrosła z 58% do99,2%. Koszt przeróbek spadł o 72%. Skrócono czas montażu jednostki z 1,8 godziny do 0,35 godziny. Po 50 cyklach termicznych (od -20°C do +120°C) odkształcenie płaskości wyniosło zaledwie 0,011 mm (w porównaniu z 0,038 mm u poprzedniego dostawcy). Klient przekazał nam teraz wszystkie części konstrukcyjne komory próżniowej do obróbki 5-osiowej.
Po 14 miesiącach ciągłej produkcji nie zanotowano żadnych wad wymiarowych. Zapewniamy 3-letnią identyfikowalność danych z kontroli i 6-miesięczną gwarancję na bezpłatną naprawę obejmującą części niezgodne.
Specjalizujemy się w jednoczesnym frezowaniu 5-osiowym i obróbce tokarsko-frezarskiej na centrach DMG MORI, Bumotec i Mori Seiki, obsługując części o skoku do 1135 mm i masie 2000 kg przy prędkościach wrzeciona do 60 000 obr./min. Nasze możliwości w zakresie obróbki 5-osiowej obejmują:
W każdym projekcie wykorzystuje się programowanie UG NX/Mastercam/Hypermill, pełną symulację 3D i sondowanie w trakcie procesu firmy Renishaw. Zapewniamy wskaźnik jakości na poziomie 98,8% i obsługujemy klientów z listy Fortune 500, w tym Huawei, BYD i Mindray.
W przypadku części z podcięciami, powierzchniami o swobodnych kształtach lub o małej współosiowości (≤0,005 mm) – takich jak wirniki i komory próżniowe – obróbka 5-osiowa eliminuje wielokrotne ustawienia i zapewnia tolerancje, których nie jest w stanie utrzymać 3-osiowa.
Aluminium (7075, 6061), stale nierdzewne, stopy tytanu, Inconel, stopy miedzi, PEEK i metale szlachetne – z dedykowanymi ścieżkami narzędzi i chłodziwem dla każdego.
Standardowa średnica zewnętrzna ±0,005 mm, średnica wewnętrzna ±0,01 mm, współosiowość ≤0,01 mm i tolerancja położenia ≤0,01 mm; zweryfikowane za pomocą CMM Zeissa i interferometrów laserowych.
Wyżarzanie odprężające, niestandardowe mocowanie próżniowe, cięcie warstwowe (głębokość ≤ 0,15 mm) i symetryczne ścieżki narzędzia — utrzymywanie płaskości w granicach 0,010 mm nawet w przypadku części o rozpiętości 300 mm.
100% kontrola pierwszego artykułu CMM, 15% pobierania próbek partii i pełnowymiarowy raport z każdej przesyłki – zapisy przechowywane przez 18 miesięcy.
Zwykle 3–20 dni w zależności od złożoności i ilości; pilne prototypy można przyspieszyć do 5-7 dni roboczych.


Adres
Dystrykt Guangming, miasto Shenzhen, prowincja Guangdong, Chiny
Tel








